|
![]()

Taladradora
Historia

Taladro de mano o
berbiquí.
El precursor del
taladrado fue probablemente el molinillo de hacer fuego.
Consistía en una varilla cilíndrica de
madera, cuyo sistema de giro fue desarrollándose
progresivamente, primero accionando con las palmas de las manos,
después mediante un cordel arrollado a la varilla del que se tiraba
alternativamente de sus extremos, según figura en un
grabado
egipcio de 1440 a. C.
Un procedimiento muy
antiguo para taladrar
piedra, según un bajorrelieve egipcio de 2700 a. C. consistía en
un robusto eje que llevaba inserto una punta de
pedernal para taladrar y en la parte superior un mango para
facilitar el giro y la incorporación de dos macetas para regular el
giro.
Con el descubrimiento
del arco de violín se produjo un adelanto para conseguir el
movimiento de giro. El sistema consiste en arrollar una cuerda, al
eje porta brocas, atada por sus extremos a un arco de madera, que
con el impulso de la mano del hombre, hace girar la pieza en
movimiento de vaivén.

Taladro columna
antiguo
Otro sistema muy
utilizado fue el berbiquí de cuerda, que consiste en un eje porta
herramienta de madera que lleva incorporado un
volante de inercia. A dicho eje se arrolla una cuerda atada por
sus extremos a un travesaño que impulsado por la mano del hombre se
consigue un giro alternativo.
El antiguo
berbiquí de carpintero construido de madera, fue evolucionando
en el tiempo. El berbiquí de eje porta herramientas de acero
roscado, lleva incorporado en dicho eje una cabeza giratoria con un
alojamiento cuadrado, donde se acopla la broca y un carrete tuerca,
produciéndose un giro de vaivén, cuando se ejerce una presión
longitudinal.
El berbiquí de giro
continuo representa un avance sobre el anterior, lográndose el giro
mediante el roscado en el eje porta brocas, de dos filetes
helicoidales en sentido contrario, incorporándose en un extremo
del carrete, una tuerca a izquierdas y en el opuesto otro a
derechas.
El berbiquí de giro
continuo, construido por Heyerhoff accionado por manivela y juego de
engranajes representó un importante avance. Se construyeron
taladros de sobremesa accionados manualmente con manivela y
versiones de regulador de bolas y juego de engranajes. A partir del
siglo XV, se utiliza la
energía hidráulica para taladrar gruesos troncos de madera
destinados a diversos fines, entre otros a
tuberías para conducir el agua. A finales del siglo XV,
Leonardo da Vinci diseña un taladro horizontal para taladros
profundos.
John Wilkinson en
1775 construyó, por encargo de
Watt, una
mandrinadora más avanzada técnicamente y de mayor precisión,
accionada igual que las anteriores por medio de una rueda
hidráulica. Con esta máquina, equipada con un ingenioso cabezal
giratorio y desplazable, se consiguió un error máximo: “del espesor
de una moneda de seis
peniques en un diámetro de 72 pulgadas”, tolerancia muy grosera
pero suficiente para garantizar el ajuste y hermetismo entre
pistón y
cilindro.
Ante la necesidad de
taladrar piezas de
acero, cada vez más gruesas,
Nasmyth fue el primero que construyó hacia 1838, un taladro de
sobremesa totalmente metálico, con giro de eje
portabrocas accionado a mano o por transmisión. Algunos años
después, en 1850,
Whitworth fabricó el primer taladro de columna accionado por
transmisión a correa y giro del eje porta brocas, a través de un
juego de engranajes cónicos. Llevaba una mesa porta piezas regulable
verticalmente mediante el sistema de piñón cremallera. En
1860 se produce un acontecimiento muy importante para el
taladrado, al inventar el suizo
Martignon la
broca helicoidal. El uso de estas brocas se generalizó
rápidamente, puesto que representaba un gran avance en producción y
duración de la herramienta con relación a las brocas punta de lanza
utilizadas hasta la citada fecha.
La necesidad de
taladrar piezas pesadas y voluminosas dio lugar a la construcción de
un taladro radial por Sharp, Roberts & Co, hacia el año
1851. A partir de 1898, con el descubrimiento del
acero rápido por parte de
Taylor y White, se fabrican nuevas herramientas con las que se
triplica la
velocidad periférica de corte, aumentando la capacidad de
desprendimiento de
viruta, del orden de siete veces, utilizando máquinas adaptadas
a las nuevas circunstancias.
El sistema de
generación polifásico de
Tesla en 1887 hizo posible la disponibilidad de la
electricidad para usos industriales, consolidándose como una
nueva fuente de energía capaz de garantizar el formidable desarrollo
industrial del
siglo XX. Aparece justo en el momento preciso, cuando las
fuentes de energía del siglo XIX se manifiestan insuficientes. Los
motores de
corriente continua fabricados a pequeña escala, y los de
corriente alterna, reciben un gran impulso a principios de
siglo, reemplazando a las
máquinas de vapor y a las
turbinas que accionaban hasta ese momento las transmisiones de
los
talleres industriales. Poco después, muy lenta pero
progresivamente, se acoplan directamente de forma individualizada a
la máquina-herramienta.
La exigencia de
calidad y la fuerte evolución productiva del automóvil contribuyeron
al desarrollo de la máquina-herramienta, la
metrología y la aplicación de los procedimientos de
fabricación en serie. La fabricación de piezas intercambiables
aumenta constantemente, y se hace necesario mejorar las prestaciones
de matricería y utillaje. Para dar respuesta al problema, el
ingeniero suizo
Perrenond Jacot diseña y fabrica una punteadora vertical con
mesa de
coordenadas polares, en la que se ejecutan operaciones con una
precisión jamás lograda hasta entonces.
En 1908
Henry Ford fabrica el primer
automóvil producido en serie,
modelo T, y en
1911 instala el primer transportador en cadena en
Highland Park, iniciando la producción en masa. Se perfeccionan
una gran cantidad de máquinas-herramienta adaptadas a las
características exigidas por la
industria del automóvil.
Desde principios del
siglo XX hasta el nacimiento del
control numérico (CN) e incluso después, se mantienen
prácticamente en todas las máquinas las formas arquitectónicas que,
en este sentido, alcanzaron su plenitud a finales del siglo XIX. Sin
embargo evolucionaron y se construyeron otras más potentes, rígidas,
automáticas y precisas, pudiendo alcanzar mayores velocidades de
giro, con la incorporación a los cabezales de
cojinetes o
rodamientos de bolas; contribuyendo rentablemente al
extraordinario incremento de
productividad logrado por la industria en general y en especial
por la automovilística y
aeronáutica.
Esta evolución fue
debida fundamentalmente, por un lado, al descubrimiento de nuevas
herramientas de corte como: carburo de silicio, acero rápido y, a
partir de
1926, se produce otro avance importante con el descubrimiento
por parte de la empresa alemana
Krupp del carburo cementado metal duro, presentado en la feria
de
Leipzig en 1927 con la denominación de
Widia. Por otro lado se registra la automatización de diversos
movimientos mediante la aplicación de
motores eléctricos, sistemas hidráulicos, neumáticos y
eléctricos.
A partir de
1925 en
Estados Unidos las revistas especializadas tratan de las
unidades autónomas de mecanizado y nace la noción de transferencia
de las piezas a mecanizar. Teniendo en cuenta que, salvo algunas
excepciones, todas las operaciones de mecanizado que combinan la
rotación de una herramienta con un movimiento de avance se pueden
realizar con estas unidades; se ha descubierto la máquina ideal para
que, dispuesta en línea, pueda realizar distintas operaciones
mediante transferencia de la pieza a mecanizar. A partir del año
1945 las fábricas de automóviles utilizan de manera generalizada
máquinas transfer, compuestas de unidades autónomas, en el
mecanizado de bloques y culatas.
La
electrónica y la
informática que está soportada por la primera- han provocado una
nueva
revolución industrial. El punto de partida hay que situarlo en
1945, cuando dos científicos de la Universidad de
Pennsilvanya,
John W. Manclhy y
J. Presper Ecker crearon la primera
computadora electrónica digital que ha funcionado realmente en
el mundo. Se denominó
ENAC, era voluminosa, consumía mucha energía y era difícil de
programar, pero funcionaba.
En 1948,
John T. Parsons inicia la aplicación del control numérico a la
máquina-herramienta, con el objeto de resolver el problema del
fresado de superficies complejas tridimensionales para la
aeronáutica. En 1949 Parson contrató con el
Instituto Tecnológico de Massachussets el diseño de los
servomecanismos de control para una
fresadora. En 1952 funcionaba un control experimental, aplicado
a una fresadora
Cincinnati. La programación utilizaba un
código binario sobre cinta perforada, y la máquina ejecutaba
movimientos simultáneos coordinados sobre tres ejes. En 1955 se
presentan unas pocas máquinas en la Feria de
Chicago, gobernadas por tarjetas y cintas perforadas La
U.S. Air Force se interesa por el sistema y formula un pedido de
170 máquinas-herramienta por valor de cincuenta millones de
dólares, beneficiándose del mismo varios prestigiosos
fabricantes americanos. Pero los modelos desarrollados durante los
años cincuenta y sesenta fueron poco eficaces y resultaron muy
caros.
Fue a partir de la
década de 1960, con el desarrollo de la
microelectrónica, cuando el CN pasa a ser
(CNC) por la integración de una computadora en el sistema. Pero
definitivamente fue durante los
años ochenta cuando se produce la aplicación generalizada del
CNC, debido al desarrollo de la electrónica y la informática,
provocando una revolución donde en 2007 todavía estamos inmersos.
TALADRO DE COLUMNA
TALADRO
DE COLUMNA
Partes importantes:
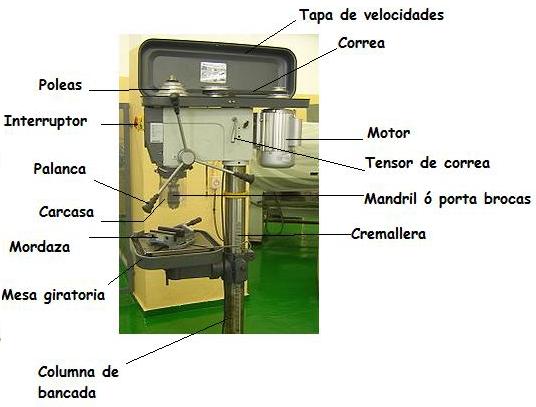

Taladradora sensitiva de columna
La taladradora
es la
máquina herramienta donde se mecanizan la mayoría de los
agujeros que se hacen a las piezas en los talleres mecánicos.
Destacan estas
máquinas por la sencillez de su manejo. Tienen dos movimientos:
El de
rotación de la
broca que le imprime el
motor eléctrico de la máquina a través de una
transmisión por
poleas y
engranajes, y el de
avance de penetración de la broca, que puede realizarse de forma
manual sensitiva o de forma automática, si incorpora transmisión
para hacerlo.
Se llama taladrar
a la operación de
mecanizado que tiene por objeto producir agujeros cilíndricos en
una pieza cualquiera, utilizando como herramienta una
broca. La operación de taladrar se puede hacer con un taladro
portátil, con una máquina taladradora, en un
torno, en una
fresadora, en un
centro de mecanizado CNC o en una
mandrinadora.
De todos los procesos
de mecanizado, el taladrado es considerado como uno de los procesos
más importantes debido a su amplio uso y facilidad de realización,
puesto que es una de las operaciones de mecanizado más sencillas de
realizar y que se hace necesario en la mayoría de componentes que se
fabrican.
Las taladradoras
descritas en este artículo, se refieren básicamente a las utilizadas
en las
industrias metalúrgicas para el
mecanizado de
metales, otros tipos de taladradoras empleadas en la
cimentaciones de edificios y obras públicas así como en
sondeos mineros tienen otras características muy diferentes y
serán objeto de otros artículos específicos.
Proceso de taladrado
El taladrado es
un término que cubre todos los métodos para producir agujeros
cilíndricos en una pieza con herramientas de arranque de
viruta. Además del taladrado de agujeros cortos y largos,
también cubre el
trepanado y los mecanizados posteriores tales como
escariado,
mandrinado,
roscado y
brochado. La diferencia entre taladrado corto y
taladrado profundo es que el taladrado profundo es una técnica
específica diferente que se utiliza para mecanizar agujeros donde su
longitud es varias veces más larga(8-9) que su
diámetro.
Con el desarrollo de
brocas modernas el proceso de taladrado ha cambiado de manera
drástica, porque con las brocas modernas se consigue que un taladro
macizo de diámetro grande se pueda realizar en una sola operación,
sin necesidad de un agujero previo, ni de agujero guía, y que la
calidad del mecanizado y exactitud del agujero evite la operación
posterior de escariado.
Como todo proceso de
mecanizado por arranque de
viruta la evacuación de la misma se torna crítica cuando el
agujero es bastante profundo, por eso el taladrado está restringido
según sean las características del mismo. Cuanto mayor sea su
profundidad, más importante es el control del proceso y la
evacuación de la viruta.
Producción de agujeros
Los factores
principales que caracterizan un agujero desde el punto de vista de
su mecanizado son:
-
Diámetro
-
Calidad superficial y
tolerancia
-
Material
de la pieza
-
Material
de la broca
-
Longitud
del agujero
-
Condiciones tecnológicas del mecanizado
-
Cantidad
de agujeros a producir
-
Sistema de fijación de la
pieza en el taladro.
La casi totalidad de agujeros que se realizan en las diferentes
taladradoras que existen guardan relación con la tornillería en
general, es decir la mayoría de agujeros taladrados sirven para
incrustar los diferentes tornillos que se utilizan para ensamblar
unas piezas con otras de los mecanismos o máquinas de las que forman
parte.
Según este criterio
hay dos tipos de agujeros diferentes los que son pasantes y
atraviesan en su totalidad la pieza y los que son ciegos y solo se
introducen una longitud determinada en la pieza sin llegarla a
traspasar, tanto unos como otros pueden ser lisos o pueden ser
roscados.
Respecto de los
agujeros pasantes que sirven para incrustar tonillos en ellos los
hay de entrada avellanada, para tornillos de cabeza plana, agujeros
de dos diámetros para insertar tornillos allen y agujeros
cilíndricos de un solo diámetro con la cara superior refrentada para
mejorar el asiento de la arandela y cabeza del tornillo. El diámetro
de estos agujeros corresponde con el diámetro exterior que tenga el
tornillo.
Respecto de los
agujeros roscados el diámetro de la broca del agujero debe ser la
que corresponda de acuerdo con el tipo de rosca que se utilice y el
diámetro nominal del tornillo. En los tornillos ciegos se debe
profundizar más la broca que la longitud de la rosca por problema de
la viruta del macho de roscar.
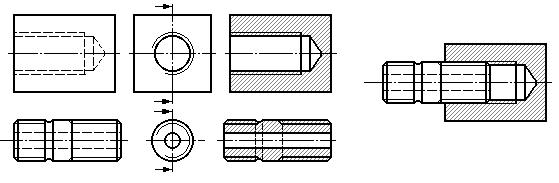
|
Representación
gráfica de los agujeros ciegos roscados |
|
 |
Plantillas de taladrado
Cuando se mecanizan
piezas en serie, no se procede a marcar los agujeros con granetes
sino que se fabrican unas plantillas que se incorporan al sistema de
fijación de la pieza debidamente referenciada. Las plantillas llevan
incorporado unos casquillos guías para que la broca pueda encarar
los agujeros de forma exacta sin que se produzcan desviaciones de la
punta de la broca. En operaciones que llevan incorporado un
escariado o un roscado posterior los casquillos guías son removibles
y se cambian cuando se procede a escariar o roscar el agujero.
Afiladora de brocas
En las industrias
metalúrgicas que realizan muchos taladros, se dispone de máquinas
especiales de afilado para afilar las brocas cuando el filo de corte
se ha deteriorado. El afilado se puede realizar en una
amoladora que tenga la piedra con grano fino pero la calidad de
este afilado manual suele ser muy deficiente porque hay que ser
bastante experto para conseguir los ángulos de corte adecuados. La
mejor opción es disponer de
afiladoras de brocas.
Control de viruta y fluido refrigerante
Estos dos factores son
muy importantes en el proceso de taladrado. La generación de formas
y tamaños de viruta adecuados, y también su evacuación, es vital
para realizar correctamente cualquier operación de taladrado. Si el
proceso no es correcto, cualquier broca dejará de cortas después de
poco tiempo porque la viruta se quedará atascada en el agujero. Con
las brocas modernas las velocidades de perforación son muy elevadas
pero esto solo ha sido posible gracias a la evacuación eficaz de la
viruta mediante el fluido de corte.
Todas las brocas
helicoidales disponen de canales para evacuar la viruta. Durante el
mecanizado se inyecta fluido de corte en la punta de la broca para
lubricarla y para evacuar la viruta por los canales.
La formación de la
viruta está determinada por el material de la pieza, la geometría de
la herramienta, la velocidad de corte y en cierta medida por el tipo
de lubricante que se utilice. La forma y longitud de la viruta son
aceptables siempre que permitan su evacuación de manera fiable.
Perfil profesional de los operarios de taladradoras
No existe una
profesión técnica especializada para el manejo de taladradoras,
puesto que son unas máquinas sencillas de manejar y con breves
instrucciones dadas a pie de máquina es suficiente para que una
persona responsable la sepa manejar.
Sin embargo
actualmente muchas operaciones de taladrado se realizan en centros
de mecanizado o taladradoras de control numérico y, debido al alto
coste que tiene el tiempo de mecanizado en estas máquinas, ha sido
necesario formar nuevos técnicos en ellas, especialmente
programadores de control numérico.
Programadores de taladradoras y centros de mecanizado CNC
Las taladradoras y
centros de mecanizado requieren en primer lugar un técnico
programador que elabore el programa de ejecución que tiene que
realizar la máquina para el mecanizado de una determinada pieza.
En este caso debe
tratarse de un buen conocedor de los factores que intervienen en el
mecanizado y que son los siguientes:
-
Prestaciones de la máquina
-
Prestaciones y disponibilidad de herramientas
-
Sujeción
de las piezas
-
Tipo de material a mecanizar
y sus características de mecanización
-
Uso de
refrigerantes
-
Cantidad
de piezas a mecanizar
-
Acabado
superficial y rugosidad
-
Tolerancia de mecanización admisible
Además deberá conocer
bien los parámetros tecnológicos del taladrado, que son:
-
Velocidad de corte óptima a
que debe realizarse el taladrado
-
Avance óptimo del mecanizado
-
Velocidad de giro (RPM) del
husillo
-
Sistema de cambio de
herramientas.
A todos estos
requisitos deben unirse una correcta interpretación de los planos de
las piezas y la técnica de programación que utilice de acuerdo con
el equipo que tenga la taladradora.


|
El
Taladro es la herramienta universal por excelencia que
no debe faltar en el hogar, con ella podremos realizar
todo tipo de trabajos, agujeros en pared, madera o
metal. Podemos lijar, fresar, atornillar y un sin fin de
tareas más, gracias a los muchos accesorios que existen
en el mercado para acoplar a esta máquina.
Las
partes o características que debemos tener en cuenta
sobre esta herramienta deben ser las siguientes:
-
Potencia. : Expresada en vatios, de 400 á 600 ó más.
Cuanto mayor sea esta mas variedad de trabajos
podremos realizar.
-
Tipo de portabrocas. : Su numeración 10 ó 13 mm. Nos
dice el diámetro máximo que admiten sus mordazas. El
apriete se realiza mediante una llave especial
incorporada en todos los taladros. Hoy en día dicha
llave se suprime en algunos modelos de taladros por
un sistema de auto cierre manual.
-
Velocidades. : Normalmente dos o tres, integradas en
el gatillo o en la carcasa del mismo. Nos permite
trabajar con diversos materiales.
-
Reversibles. : Nos permite cambiar el sentido de
giro del portabrocas, si es electrónico ( que la
regulación de la velocidad se determina mediante una
pequeña ruedecilla, incorporada en el gatillo o en
la carcasa del taladro) nos servirá como
atornillador.
Velocidades lentas. :
Para materiales duros como acero, vidrio, hormigón.
Velocidades altas. :
Para madera y materiales blandos.
-
Variador Electrónico. : Situado en el gatillo o en
la carcasa de la maquina nos permitirá trabajar a la
misma velocidad aunque tropecemos con algún
obstáculo. En los taladros reversibles es muy útil
para atornillar y desatornillar con precisión.
-
Percusión. : Permite simultanear la acción de
taladro con la de un intenso martilleo en el
material que se está perforando, preferiblemente
sobre hormigón. Ciertos taladros añaden otra función
y es la de cincelado, aprovechando el golpe
reforzado y parando la rotación del mandril se
consigue tal efecto.
-
Otros Accesorios. : El mango y tope de profundidad
que como complementos podemos encontrar en la caja
del taladro nos ayudarán, al perfecto agarre de la
maquina por un lado y a no pasarnos en el taladrado
de la pieza en el otro.
-
? Que Taladro ¿La
mejor forma de adquirir un taladro es dejarnos
aconsejar por la persona, que en la tienda de
Bricolage mejor domine el tema de maquinaria. Pero,
por otro lado, deberemos ir con las ideas claras
sobre las características que más se adapten a la u tilidad
para la que tenemos pensada la maquina que íbamos a
adquirir. No nos dejemos engañar por supuestas
ofertas que mas tarde nos hagan arrepentirnos de una
compra que no se adapta a las características de la
maquina en la que teníamos pensado gastar nuestro
dinero. tilidad
para la que tenemos pensada la maquina que íbamos a
adquirir. No nos dejemos engañar por supuestas
ofertas que mas tarde nos hagan arrepentirnos de una
compra que no se adapta a las características de la
maquina en la que teníamos pensado gastar nuestro
dinero.
|
|
 |
|
1- Portabrocas automático. |
|
2- Selector de revoluciones. |
|
3- Mango y varilla del tope de
Profundidad. |
|
4- Bloqueo del gatillo. |
|
5- Palanca selectora de giro,
izquierda, derecha. |
|
6- Selector de percusión o
taladrado. |
|
TIPOS DE TALADROS
El taladro es la máquina
que nos permitirá hacer agujeros debido al movimiento de
rotación que adquiere la broca sujeta en su cabezal. Existen
muchos tipos de taladros e infinidad de calidades. Los
principales tipos son los siguientes:
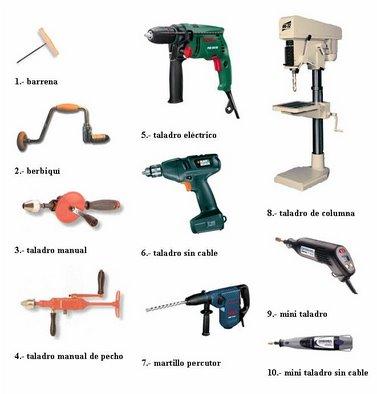
1.- BARRENA.
Es
la herramienta más sencilla para hacer un taladro. Básicamente
es una broca con mango. Aunque es muy antigua se sigue
utilizando hoy en día. Solo sirve para taladrar materiales muy
blandos, principalmente maderas.
2.- BERBIQUÍ
El berbiquí es la
herramienta manual antecesora del taladro y prácticamente está
hoy día en desuso salvo en algunas carpinterías antiguas.
Solamente se utiliza para materiales blandos.
3.- TALADRO MANUAL.
Es una evolución del
berbiquí y cuenta con un engranaje que multiplica la velocidad
de giro de la broca al dar vueltas a la manivela.
4.- TALADRO MANUAL DE
PECHO.
Es como el anterior, pero
permite ejercer mucha mayor presión sobre la broca, ya que se
puede aprovechar el propio peso apoyando el pecho sobre él.
5.- TALADRO ELÉCTRICO.
Es
la evolución de los anteriores que surgió al acoplarle un motor
eléctrico para facilitar el taladrado. Es una herramienta
imprescindible para cualquier bricolador. Su versatilidad le
permite no solo taladrar, sino otras muchas funciones
(atornillar, lijar, pulir, desoxidar, limpiar, etc.) acoplándole
los accesorios necesarios.
Para un aficionado al bricolaje, lo aconsejable en principio es
disponer un taladro eléctrico con las siguientes
características:
- Electrónico. La velocidad
de giro se regula con el gatillo, siendo muy útil poder ajustarla al
material que estemos taladrando y al diámetro de la broca para un
rendimiento óptimo.
-
Reversible. Puede girar a derecha e izquierda. De este modo
podemos usarlo como destornillador para apretar y aflojar.
- Percusión. Además del
giro, la broca tiene un movimiento de vaivén. Es imprescindible para
taladrar con comodidad material de obra (ladrillos, baldosas, etc.)
- Potencia media y de
calidad general media-alta. A partir de 500 W la potencia del
taladro es suficiente para cualquier uso. Sin llegar a la gama
profesional, es aconsejable comprar el taladro de buena calidad y
sobre todo de marca conocida.
Invertir en el taladro es
totalmente recomendable, sobre todo si hacemos bastante bricolaje.
Después, y si hacemos determinados trabajos, podemos empezar a
pensar en comprar algún taladro más específico.
6.- TALADRO SIN CABLE.
Es
una evolución del anterior en el que se prescinde de la toma de
corriente, sustituyéndose por una batería. La principal ventaja
es su autonomía, al poder usarlo donde queramos sin necesidad de
que exista un enchufe. Como inconveniente, la menor potencia que
ofrecen respecto a los taladros convencionales.
Existen taladros sin cable con percusión y sin ella, siendo
estos últimos usados principalmente como atornilladores. En esta
función si que son insustituibles y recomendables, y la mayoría
incorpora regulación del par de apriete para hacer todavía más
cómodo su uso.
7.- MARTILLO PERCUTOR.
El
martillo percutor es un taladro con una percusión (eléctrica,
neumática o combinada) mucho más potente (utiliza más masa) y es
imprescindible para perforar determinados materiales muy duros,
como el hormigón, la piedra, etc, o espesores muy gruesos de
material de obra.
8.- TALADRO DE COLUMNA.
Es un taladro estacionario
con movimiento vertical y mesa para sujetar el objeto a taladrar. La
principal ventaja de este taladro es la absoluta precisión del
orificio y el ajuste de la profundidad. Permiten taladrar fácilmente
algunos materiales frágiles (vidrio, porcelana, etc.) que necesitan
una firme sujeción para que no rompan.
El sustituto de estos taladros (muy profesionales) para un
aficionado es el uso del taladro convencional fijado en un soporte
vertical, aunque últimamente se ven algunos taladros de columna muy
accesibles por su bajo precio.
9.- MINITALADRO.
Es como un taladro en
miniatura. La posibilidad de utilizarlo con una sola mano y las
altas revoluciones que coge, permiten una gran variedad de trabajos
aparte del taladrado. Está indicado para aplicaciones minuciosas que
requieren control, precisión y ligereza.
10.- MINITALADRO SIN CABLE.
Es igual que el anterior,
pero accionado a batería, con la autonomía que ello supone. Como en
el caso de los taladros, su principal inconveniente es la menor
potencia.
Características técnicas de las brocas

Tipos de brocas
Las brocas son las
herramientas más comunes que utilizan las taladradoras, si bien
también pueden utilizar
machos para roscar a máquina,
escariadores para el acabado de agujeros de tolerancias
estrechas,
avellanadores para chaflanar agujeros, o incluso barras con
herramientas de mandrinar.
Las brocas tienen
diferente geometría dependiendo de la finalidad con que hayan sido
fabricadas. Diseñadas específicamente para quitar material y formar,
por lo general, un orificio o una cavidad cilíndrica, la intención
en su diseño incluye la velocidad con que el material ha de ser
retirado y la dureza del material y demás cualidades características
del mismo.
Elementos constituyentes de una broca

Broca trepanadora
Entre algunas de las
partes y generalidades comunes a la mayoría de las brocas están:
-
Longitud total de la
broca. Existen brocas normales, largas y súper-largas.
-
Longitud de corte. Es
la profundidad máxima que se puede taladrar con una broca y
viene definida por la longitud de la parte helicoidal.
-
Diámetro de corte. Es
el diámetro del orificio obtenido con la broca. Existen
diámetros normalizados y también se pueden fabricar brocas con
diámetros especiales.
-
Diámetro y forma del
mango. El mango es cilíndrico para diámetros inferiores a 13
mm, que es la capacidad de fijación de un portabrocas normal.
Para diámetros superiores, el mango es cónico
(tipo Morse).
-
Ángulo de corte. El
ángulo de corte normal en una broca es el de 118°. También se
puede utilizar el de 135°, quizá menos conocido pero, quizás,
más eficiente al emplear un ángulo obtuso más amplio para el
corte de los materiales.
-
Número de labios o
flautas. La cantidad más común de labios (también llamados
flautas) es dos y después cuatro, aunque hay brocas de tres
flautas o brocas de una (sola y derecha), por ejemplo en el caso
del
taladrado de escopeta.
-
Profundidad de los labios.
También importante pues afecta a la fortaleza de la broca.
-
Ángulo de la hélice.
Es variable de unas brocas a otras dependiendo del material que
se trate de taladrar. Tiene como objetivo
facilitar la evacuación de la viruta.
-
Material constitutivo
de la broca. Existen tres tipos básicos de materiales:
-
Acero al
carbono, para taladrar materiales muy
blandos (madera, plástico, etc.)
-
Acero rápido (HSS), para
taladrar aceros de poca dureza
-
Metal duro (Widia),
para taladrar fundiciones y aceros en trabajos de gran
rendimiento.
-
Acabado de la broca.
Dependiendo del material y uso especifico de la broca, se le
puede aplicar una capa de recubrimiento que puede ser de óxido
negro, de
titanio o de
níquel, cubriendo total o
parcialmente la broca, desde el punto de corte.
Características de las brocas de metal duro

Broca de metal duro soldada
Para las máquinas
taladradoras de gran producción se utilizan brocas macizas de metal
duro para agujeros pequeños y barras de mandrinar con plaquitas
cambiables para el mecanizado de agujeros grandes. Su selección se
hace teniendo en cuenta el material de la pieza, el tipo de
aplicación y las condiciones de mecanizado.
La variedad de las
formas de las plaquitas es grande y está normalizada. Asimismo la
variedad de materiales de las herramientas modernas es considerable
y está sujeta a un desarrollo continuo.
La adecuación de los
diferentes tipos de plaquitas que se utilizan en las brocas de metal
duro ya sean soldadas o cambiables se adecuan a las características
del material a mecanizar y se indican a continuación y se clasifican
según una Norma
ISO/ANSI
para indicar las aplicaciones en relación a la resistencia y la
tenacidad que tienen.
|
Código de calidades
de plaquitas |
|
SERIE |
ISO |
Características |
|
Serie P |
ISO 01, 10, 20, 30, 40, 50 |
Ideales para el mecanizado de acero,
acero fundido, y acero
maleable de viruta larga. |
|
Serie M |
ISO 10, 20, 30, 40 |
Ideales para el mecanizado
acero inoxidable,
ferrítico y martensítico, acero fundido, acero al manganeso,
fundición aleada, fundición maleable y acero de fácil
mecanización. |
|
Serie K |
ISO 01, 10, 20, 30 |
Ideal para el mecanizado de fundición gris, fundición en
coquilla, y fundición maleable de viruta corta. |
|
Serie N |
ISO 01, 10. 20, 30 |
Ideal para el mecanizado de metales no-férreos |
|
Serie S |
|
Pueden ser de base de níquel o de base de titanio. Ideales
para el mecanizado de aleaciones termorresistentes y
súperaleaciones. |
|
Serie H |
ISO 01, 10, 20, 30 |
Ideal para el mecanizado de materiales endurecidos. |
TIPOS DE BROCAS
El utilizar la broca
adecuada a cada material es imprescindible no solo para que el
trabajo sea más fácil y con mejor resultado, sino incluso para que
pueda hacerse. Por ejemplo, con una broca de pared o de madera,
jamás podremos taladrar metal, aunque sin embargo, con una de metal
podremos taladrar madera pero no pared. Pero en cualquier caso, lo
mas conveniente es utilizar siempre la broca apropiada a cada
material.
En cuanto a calidades, existen muchas calidades para un determinado
tipo de broca según el método de fabricación y el material del que
esté hecha. La calidad de la broca influirá en el resultado y
precisión del taladro y en la duración de la misma. Por tanto es
aconsejable utilizar siempre brocas de calidad, sobre todo en las de
mucho uso (de pared, por ejemplo) o cuando necesitemos especial
precisión.
Los principales tipos de brocas para aficionados al bricolaje son
los siguientes:
1.- BROCAS PARA METALES
Sirven para taladrar metal
y algunos otros materiales como plásticos por ejemplo, e incluso
madera cuando no requiramos de especial precisión. Están hechas de
acero rápido (HSS), aunque la calidad varía según la aleación y
según el método y calidad de fabricación.

Existen principalmente las
siguientes calidades:
- HSS LAMINADA. Es la más
económica de las brocas de metal. Es de uso general en metales y
plásticos en los que no se requiera precisión. No es de gran
duración.
- HSS RECTIFICADA. Es una broca de mayor precisión, indicada para
todo tipo de metales semiduros (hasta 80 Kg./mm²) incluyendo
fundición, aluminio, cobre, latón, plásticos, etc. Tiene gran
duración.
- HSS TITANIO RECTIFICADA. Están recubiertas de una aleación de
titanio que permite taladrar todo tipo de metales con la máxima
precisión, incluyendo materiales difíciles como el acero inoxidable.
Se puede aumentar la velocidad de corte y son de extraordinaria
duración. Se pueden utilizar en máquinas de gran producción pero
necesitan refrigeración.
- HSS COBALTO RECTIFICADA. Son las brocas de máxima calidad, y están
recomendadas para taladrar metales de todo tipo incluyendo los muy
duros (hasta 120 Kg./mm²) y los aceros inoxidables. Tienen una
especial resistencia a la temperatura, de forma que se pueden
utilizar sin refrigerante y a altas velocidades de corte.
2.- BROCAS ESTÁNDAR PARA
PAREDES
Se utilizan para taladrar
paredes y materiales de obra exclusivamente. No valen para metales
ni madera. Tienen una plaquita en la punta de metal duro que es la
que va rompiendo el material. Pueden usarse con percusión.

Existen básicamente dos
calidades:
- LAMINADA CON PLAQUITA DE
CARBURO DE TUNGSTENO (widia). El cuerpo es laminado y está indicada
para yeso, cemento, ladrillo, uralita, piedra arenisca y piedra
caliza.
- FRESADA CON PLAQUITA DE CARBURO DE ALTO RENDIMIENTO. El cuerpo
está fresado, y además de todos los materiales anteriores, perfora
sin problemas mármol, hormigón, pizarra, granito y en general todo
tipo de piedra. Su poder de penetración y su duración es muy
superior a la anterior.
3.- BROCAS LARGAS PARA
PAREDES
Son como las anteriores,
pero mucho más largas. Se utilizan para atravesar paredes y muros, y
como suelen usarse con martillos percutores y por profesionales, la
calidad suele ser alta. Tienen una forma que permite una mejor
evacuación del material taladrado.

4.- BROCAS MULTIUSO O
UNIVERSALES
Se utilizan exclusivamente sin percusión y valen para taladrar
madera, metal, plásticos y materiales de obra. Si la broca es de
calidad, es la mejor para taladrar cualquier material de obra,
especialmente si es muy duro (gres, piedra) o frágil (azulejos,
mármol). Taladran los materiales de obra cortando el material y no
rompiéndolo como las brocas convencionales que utilizan percusión,
por lo que se pueden utilizar sin problemas incluso con taladros sin
cable aunque no sean muy potentes.

5.- BROCAS DE TRES PUNTAS
PARA MADERA
Son las más utilizadas para taladrar madera y suelen estar hechas de
acero al cromovanadio. Existen con diferentes filos, pero no hay
grandes diferencias en cuanto a rendimiento. En la cabeza tiene tres
puntas, la central, para centrar perfectamente la broca, y las de
los lados que son las que van cortando el material dejando un
orificio perfecto. Se utilizan para todo tipo de maderas: duras,
blandas, contrachapados, aglomerados, etc.

6.- BROCAS PLANAS O DE PALA
PARA MADERA
Cuando el diámetro del orificio que queremos practicar en la madera
es grande, se recurre a las brocas planas, pues permiten poder
introducirlas en el portabrocas del taladro, ya que el vástago no
varía de tamaño. Son un poco más difíciles de usar, pues hay que
mantener firme la perpendicularidad del taladro, por lo que es muy
recomendable usar un soporte vertical.

7.- BROCAS LARGAS PARA
MADERA
Para hacer taladros muy profundos en madera se utilizan unas brocas
especiales con los filos endurecidos, y con una forma que permite
una perfecta evacuación de la viruta.

8.- BROCAS EXTENSIBLES PARA
MADERA
Es un tipo de broca que permite la regulación del diámetro del
taladro a realizar dentro de unos límites. Su utilización es hoy en
día más bien escasa.

9.- BROCAS FRESA PARA
ENSAMBLES EN MADERA
Son unas brocas especiales que a la vez que hacen el taladro ciego
donde se atornillará el tornillo de ensamble, avellanan la
superficie para que la cabeza del tornillo quede perfectamente
enrasada con la superficie. Puede verlo más claramente en el
apartado
ENSAMBLE DE TABLEROS
de la sección CONSEJOS.

10.- BROCAS DE AVELLANAR
Sirven para el embutido en la madera de tornillos de cabeza
avellanada. Se utilizan después de haber hecho el orificio para el
tornillo con broca normal. Para madera las hay manuales (con mango).
Si se utilizan con taladro eléctrico es muy recomendable utilizar un
soporte vertical.

11.- BROCAS FRESA PARA
BISAGRAS DE CAZOLETA
Se utilizan para hacer el orifico ciego en el interior de las
puertas donde encajará la bisagra de cazoleta. Es imprescindible
utilizar un soporte vertical o un taladro de columna. Puede verse
más claramente este tipo de bisagra en el apartado
TIPOS DE BISAGRAS
de las sección CONSEJOS.

12.- BROCAS PARA VIDRIO
Son brocas compuestas de un
vástago y una punta de carburo de tungsteno (widia) con forma de
punta de lanza. Se utilizan para taladrar vidrio, cerámica,
azulejos, porcelana, espejos, etc. Es muy recomendable la
utilización de soporte vertical o taladro de columna y la
refrigeración con agua, trementina (aguarrás) o petróleo.

13.- CORONAS O BROCAS DE
CAMPANA
Para hacer orificios de gran diámetro, se utilizan las coronas o
brocas de campana. Estas brocas las hay para todo tipo de materiales
(metales, obra, madera, cristal). Consisten en una corona dentada en
cuyo centro suele haber fijada una broca convencional que sirve para
el centrado y guía del orificio. La más utilizada en bricolaje es la
de la siguiente foto, que incluye variedad de diámetros en una sola
corona.

ACCESORIOS PARA EL TALADRADO
Para determinados trabajos
de taladrado podemos utilizar algunos accesorios. Principalmente el
soporte vertical, las mordaza de sujeción y los topes de broca.


1.-
TOPE DE PROFUNDIDAD DEL TALADRO Y TOPES DE BROCA.
Cuando queremos hacer un taladro ciego de una profundidad exacta
deberemos utilizar un tope de broca. Este elemento consiste en un
anillo con uno o dos tornillos prisioneros. Se introduce el anillo
en la broca y se fija a ella con los tornillos a una distancia de la
punta igual a la profundidad del orificio. Casi todos los taladros
modernos traen una guía con tope en el propio taladro para esta
misma función. Aunque puede usarse sin problema, para una mayor
precisión es aconsejable la utilización del tope de broca.

2.-
DETECTORES DE METALES
El detector de metales es muy útil cuando queremos taladrar una
pared y tenemos dudas de si pasa alguna conducción de agua o de
electricidad en el punto a taladrar.
TALADRADO DE DIVERSOS
MATERIALES
Como norma general, siempre
que se pueda es aconsejable la utilización de un soporte vertical o
un taladro de columna. Si no se utiliza soporte vertical deberemos
sujetar firmemente el taladro con buen pulso. La fuerza que se
ejerza sobre el taladro no debe ser excesiva y sobre todo debe ser
uniforme.
Las revoluciones del
taladro deben ser menores cuanto mayor sea el diámetro de la broca y
cuanto mayor sea la dureza del material a trabajar. Con un taladro
electrónico veremos rápidamente la velocidad óptima, que será cuando
más viruta salga o cuando más rápido entre la broca.
En taladros pasantes existe el problema del rompimiento del material
a la salida de los mismos. Esto es debido a la presión que se ejerce
sobre el taladro justo antes de traspasar el material. Al estar
presionando fuertemente llega un momento en que debido a la delgadez
de la capa que queda por traspasar esta se rompe por presión y no
por el corte de la broca. Esto da lugar a rompimientos considerables
en materiales de obra y a astillamientos en la madera. Para evitarlo
en lo posible hay que usar brocas bien afiladas y ejercer poca pero
uniforme presión cuando se está acabando el taladro. También se
puede solucionar en parte este problema poniendo si es posible un
material por detrás (una madera por ejemplo) a modo de sufridera. La
sufridera debe estar firmemente sujeta a la pieza y en total
contacto con ella. En materiales blandos y homogéneos (plásticos,
etc.) y en metales es menor este problema y se soluciona con una
pequeña lima para eliminar las posibles rebabas que quedasen.
Cuando se taladren piezas de pequeño espesor es muy conveniente que
estén firmemente sujetas o también fijarles una sufridera por
detrás, para evitar el efecto de tornillo que se produce cuando al
traspasar la broca el material, la pieza sube por la misma con
posibilidades de provocar un accidente.
1.- METALES
Al taladrar metales se
produce una fricción muy grande por lo que siempre es recomendable
refrigerar con taladrina. La taladrina es un líquido refrigerante y
lubricante compuesto de muchos elementos (agua, aceite,
antioxidantes, antiespumantes, etc.). Si no se dispone de ella se
puede refrigerar con agua simplemente. Las brocas al cobalto pueden
utilizarse sin refrigerante.
El taladro debe usarse sin percusión, y cuanto más duro sea el metal
a taladrar, mas problemático (acero inoxidable) y más duración o
precisión queramos, mejor deberá ser la broca.
2.- PLÁSTICOS
Para taladrar plásticos
deberemos utilizar brocas para metal y el taladro sin percusión. No
es necesario ningún cuidado especial debido a que suele ser un
material blando. Las posibles rebabas que queden se quitan
fácilmente con una lima o con lija.
3.- MATERIALES DE OBRA CON
BROCAS MULTIUSO O UNIVERSALES
Las mejores brocas para
taladrar materiales de obra son las multiuso o universales, ya que
como hemos visto antes, no hay que poner percusión pues taladran
cortando el material. De esta forma, evitamos el peligro de rotura
en materiales frágiles como los azulejos o el mármol, y taladraremos
sin problemas materiales durísimos como el gres, el hormigón o la
piedra. No necesitaremos un taladro de última generación para
taladrar, ya que no es necesaria excesiva potencia ni velocidad y
además no admiten percusión.
4.- MATERIALES DE OBRA CON
BROCAS ESTÁNDAR PARA PAREDES
Si utilizamos brocas
convencionales, conviene escoger una calidad profesional, sobre todo
en materiales muy duros como el mármol, el hormigón, la pizarra, el
granito, y en general todo tipo de piedra. Además en algunos de
estos materiales (hormigón, piedra, etc.) se hace imprescindible el
uso de un martillo percutor, ya que con un taladro convencional
podemos eternizarnos e incluso quemarlo. Para centrar bien el
taladro podemos empezar sin utilizar la percusión, para ponerla en
cuanto esté iniciado el orificio.
- AZULEJOS. El problema con los azulejos consiste en centrar bien la
broca, ya que su superficie es muy resbaladiza. Por tanto, lo mejor
es marcar primero con ayuda de un granete, un punzón o en último
caso con un clavo, el punto a taladrar para que se descascarille un
poquito el azulejo y la broca no se mueva del sitio. Debe empezar
con pocas revoluciones y sin percutor. La presión sobre el taladro
también debe ser poca para evitar que se raje el azulejo.
Para taladrar azulejos, cerámica, porcelana, etc., también pueden
usarse las brocas para cristal.
- GRES. El gres es un material muy duro y por tanto es
imprescindible el uso de brocas de máxima calidad y muy recomendable
la utilización de un martillo percutor o un taladro profesional.
Debe empezarse sin percusión y ponerla una vez iniciado el taladro.
- MÁRMOL. Taladrar mármol es delicado y siempre existe la
posibilidad de que se desconche en la superficie e incluso llegue a
rajarse. Debe usar el taladro a bajas revoluciones y utilizar una
broca de widia de máxima calidad e incluso buscar brocas
profesionales exclusivas para mármol. Procure no taladrar cerca de
los bordes de cada losa ni en fisuras apreciables a simple vista, y
mantenga el taladro con buen pulso lo más perpendicularmente posible
a la superficie. Ejerza una presión regular sobre el taladro durante
el taladrado.
Otro método muy efectivo es taladrar primero con una broca muy fina
(3 o 4mm por ejemplo) e ir agrandando el agujero progresivamente
utilizando brocas más gruesas. De esta forma es prácticamente
imposible que estropeemos la superficie a la vez que el centrado del
agujero será más exacto.
5.- MADERAS
La madera es un material
bastante blando por lo general y solo requiere la utilización de
brocas especiales para madera y el uso del taladro sin percusión.
Con algunas maderas muy duras podemos utilizar brocas para metal que
tendrán mejor rendimiento.
Para la utilización de brocas planas es muy recomendable el uso de
soporte vertical o taladro de columna, ya que este tipo de broca
debe entrar totalmente perpendicular a la superficie a taladrar.
Un problema común y ya comentado es el astillamiento de la madera en
taladros pasantes a la salida de los mismos. Este astillamiento es
más pronunciado en tableros macizos y contrachapados al tener
dirección de la fibra (se arranca un trozo de fibra normalmente más
largo que el diámetro del agujero). En el MDF y aglomerados, también
se produce un rompimiento de material aunque menos acusado.
Lo primero para minimizar este problema es utilizar la broca bien
afilada y adecuada al material que estemos taladrando. En madera se
debe utilizar una broca de tres puntas. Esta broca tiene tres puntas
para cortar primero el circulo exterior del taladro y evitar
precisamente el rompimiento del material. Pero hace falta no ejercer
casi presión a la salida del taladro, aparte de guiar la broca
perfectamente, por lo que se hace muy necesaria la utilización de un
soporte vertical. El soporte vertical tiene un desmultiplicador con
el que la presión sobre el taladro se domina mucho mejor y el
agujero saldrá prácticamente limpio. También se minimiza el problema
utilizando otra madera inservible a modo de sufridera que se pone
debajo de la madera a taladrar. Otro truco es empezar el taladro por
la otra cara antes de que traspase totalmente, pero tiene el
inconveniente del difícil centrado perfecto del segundo taladro.
6.- CRISTAL
Para taladrar vidrio tan
solo hace falta disponer de brocas especiales que tienen una punta
de metal duro (carburo de silicio o widia) en forma de punta de
lanza. Se debe refrigerar y lubricar con trementina (aguarrás), agua
o petróleo. Es muy conveniente fijar firmemente la pieza y utilizar
un soporte vertical. El taladro debe girar a muy bajas revoluciones,
y la presión de avance debe ser pequeña. La refrigeración puede
conseguirse poniendo un cerco o anillo de masilla o plastilina
alrededor del punto a taladrar llenándolo seguidamente del
refrigerante (trementina, agua o petróleo).
Taladradoras sensitivas

Taladro
portátil sensitivo
Corresponden a este
grupo las taladradoras de accionamiento eléctrico o neumático más
pequeñas. La mayoría de ellas son portátiles y permiten realizar
agujeros de pequeño diámetro y sobre materiales blandos. Básicamente
tienen un motor en cuyo eje se acopla el portabrocas y son
presionadas en su fase trabajo con la fuerza del operario que las
maneja. Pueden tener una sola o varias velocidades de giro. Hay
pequeñas taladradoras sensitivas que van fijas en un soporte de
columna con una bancada para fijar las piezas a taladrar. Las
taladradoras sensitivas portátiles son muy usadas en tareas
domésticas y de
bricolaje.
Taladradoras de columna
Estas máquinas se
caracterizan por la rotación de un husillo vertical en una posición
fija y soportado por un bastidor de construcción, tipo C modificado.
La familia de las máquinas taladradoras de columna se componen de
las taladradora de columna con avance regulado por engranajes, la
taladradora de producción de trabajo pesado, la taladradora de
precisión, y la taladradora para agujeros profundos.
Los taladros de
columna de avance por engranaje son característicos de esta familia
de máquinas y se adaptan mejor para ilustrar la nomenclatura. Los
componentes principales de la maquina son los siguientes

Taladro de columna
-
Bancada: es el
armazón que soporta la máquina, consta de una base o pie en la
cual va fijada la columna sobre la cual va fijado el cabezal y
la mesa de la máquina que es giratoria en torno a la columna.
-
Motor: estas máquinas
llevan incorporado un
motor eléctrico de potencia
variable según las capacidades de la máquina.
-
Cabezal: es la parte
de la máquina que aloja la caja de velocidades y el mecanismo de
avance del husillo. El cabezal portabrocas se desliza hacia
abajo actuando con unas palancas que activan un mecanismo de
piñón cremallera desplazando toda la carrera que tenga la
taladradora, el retroceso del cabezal es automático cuando cede
la presión sobre el mismo.
El avance de taladrado
automático de trabajo está regulado en mm/revolución del eje.
-
Poleas de transmisión:
el movimiento del motor al husillo, se realiza mediante correas
que enlazan dos poleas escalonadas con las que es posible variar
el número de revoluciones de acuerdo a las condiciones de corte
del taladrado y el husillo portabrocas. Hay taladradoras que
además de las poleas escalonadas incorporan una caja de
engranajes para regular las velocidades del husillo y del avance
de penetración.
-
Nonio: las
taladradoras disponen de un nonio con el fin de controlar la
profundidad del taladrado. Este nonio tiene un tope que se
regula cuando se consigue la profundidad deseada.
-
Husillo: está
equipado con un agujero cónico para recibir el extremo cónico de
las brocas, o del portabrocas que permite el montaje de brocas
delgadas , o de otras herramientas de corte que se utilicen en
la maquina, tales como machos o escariadores.
-
Mesa: está montada en
la columna y se la puede levantar o bajar y sujetar en posición
para soportar la pieza a la altura apropiada para permitir
taladrar en la forma deseada.
MÁQUINA MAGNÉTICA PORTÁTIL
¡Perforado rápido y preciso
en el sitio de los trabajos o en el taller!
Los taladros magnéticos portátiles de CS Unitec son ideales para
taladrar acero estructural y prácticamente cualquier metal.
Ofrecemos la serie de taladros magnéticos portátiles más compactos y
poderosos para perforaciones de hasta 5" de diámetro. Todos
los taladros de CS Unitec son de trabajo pesado para uso en la
construcción y la industria. Nuestra completa línea de productos
incluye productos eléctricos, neumáticos e hidráulicos. Están
disponibles para entrega inmediata.

Taladradoras radiales
Estas máquinas se
identifican por el brazo radial que permite la colocación de la
cabeza a distintas distancias de la columna y además la rotación de
la cabeza alrededor de la columna. Con esta combinación de
movimiento de la cabeza, se puede colocar y sujetar el husillo para
taladrar en cualquier lugar dentro del alcance de la maquina, al
contrario de la operación de las maquinas taladradoras de columna,
las cuales tienen una posición fija del husillo. Esta flexibilidad
de colocación del husillo hace a los taladros radiales especialmente
apropiados para piezas grandes, y, por lo tanto, la capacidad de los
taladros radiales como clase es mayor que la de los taladros de
columna. El peso de la cabeza es un factor importante para conseguir
una precisión de alimentación eficiente sin una tensión indebida del
brazo. Los principales componentes del taladro radial son:
-
Cabezal: contiene
todos los engranajes para las velocidades y para los avances y
así como los controles necesarios para los diferentes
movimientos de la máquina. Se puede mover hacia adentro o hacia
fuera del brazo y sujetar en posición el husillo de taladrar a
cualquier distancia de la columna. Este movimiento, combinado
con la elevación, descenso y rotación del brazo, permite
taladrar a cualquier punto dentro de la capacidad dimensional de
la máquina.
Los taladros radiales
son considerados como las taladradoras más eficientes y versátiles.
Estas máquinas proporcionan una gran capacidad y flexibilidad de
aplicaciones a un costo relativamente bajo. Además, la preparación
es rápida y económica debido a que, pudiéndose retirar hacia los
lados tanto el brazo como la cabeza, por medio de una grúa, se
pueden bajar directamente las piezas pesadas sobre la base de la
maquina. En algunos casos, cuando se trata usualmente de piezas
grandes, los taladros radiales van montados realmente sobre rieles y
se desplazan al lado de las piezas para eliminar la necesidad de un
manejo y colocación repetidos. Los taladros radiales montados en
esta forma son llamados maquinas del tipo sobre rieles.
Taladradoras de torreta
Con la introducción
del Control Numérico en todas las máquinas –herramientas, las
taladradoras de torreta han aumentado su popularidad tanto para
series pequeñas como para series de gran producción porque hoy día
la mayoría de estas máquinas están reguladas por una unidad CNC.
Estas máquinas se caracterizan por una torreta de husillos
múltiples. La taladradora de torreta permite poder realizar varias
operaciones de taladrado en determinada secuencia sin cambiar
herramientas o desmontar la pieza.
Los componentes
básicos de la máquina, excepto la torreta, son parecidos a los de
las máquinas taladradoras de columna. Se dispone de taladros de
torreta de una serie de tamaños desde la pequeña máquina de tres
husillos montada sobre banco o mesa hasta la máquina de trabajo
pesado con torreta de ocho lados. Para operaciones relativamente
sencillas, la pieza se puede colocar a mano y la torreta se puede
hacer avanzar a mano o mecánicamente, para ejecutar un cierto número
de operaciones tales como las que se hacen en una máquina
taladradora del tipo de husillos múltiples. Según se añaden a la
operación controles más complicados, el taladro de torreta se vuelve
más y más un dispositivo ahorrador de tiempo.
Lo habitual de las
taladradoras de torreta actuales es que tienen una mesa
posicionadora para una colocación precisa de la pieza. Esta mesa
puede tomar la forma de una mesa localizadora accionada a mano, una
mesa posicionadora accionada separadamente y controlada por medio de
cinta, o con topes precolocados; o puede tomar la forma de una
unidad completamente controlada por
Control Numérico donde también se programa y ejecuta el proceso
de trabajo.
Taladradoras de husillos múltiples

Culata
de motor mecanizada en
máquina transfer
Esta familia de
taladradoras cubre todo el campo desde el grupo sencillo de las
máquinas de columna hasta las diseñadas especialmente para
propósitos específicos de gran producción.
Las máquinas estándar
de husillos múltiples: se componen de dos o más columnas, cabezas y
husillos estándar, montados sobre una base común. Los taladros de
husillos múltiples facilitan la ejecución de una secuencia fija de
las operaciones de taladrado por medio del desplazamiento de la
pieza de estación en estación a lo largo de la mesa.
Las aplicaciones más
comunes de este tipo de máquinas es para eliminar el cambio de
herramientas para una secuencia de operaciones. Aunque las máquinas
taladradoras de husillos múltiples todavía se fabrican, están
cediendo rápidamente su popularidad a las máquinas taladradoras de
torreta accionadas por control numérico que pueden llevar un almacén
de herramientas bastante grande.
Hay dos tipos básicos
de taladradoras de husillos múltiples:
Además de los
catálogos de tamaños estándar, las máquinas de unión universal se
construyen en muchos otros tamaños con plantillas para el taladrado
y el número de husillos para trabajos específicos.
Estas máquinas también
son muy flexibles pero requieren de todos los agujeros sean
taladrados simultáneamente en una línea recta. Obviamente, se puede
taladrar cualquier disposición de agujeros colocados en una serie de
líneas rectas simplemente desplazando la pieza. En las máquinas de
husillos en línea el avance se proporciona sencillamente haciendo
descender el puente de los husillos o elevando la mesa. La selección
del avance, tanto por medio del puente como de la mesa se basa en el
tipo de trabajo y las operaciones implicadas. Las máquinas de
unión universal y gran área se proporcionan también con avances
tanto por medio del puente como por la elevación de la mesa.
-
Taladradoras de
producción de husillo fijo: consiste en cierto número de
husillos en una posición fija, recibiendo su fuerza motriz a
través de una serie de engranajes accionados por un solo
motor del tamaño apropiado.
Toman la forma de una sencilla máquina individual, tanto
vertical como horizontal, o accionada en ángulo, o bien pueden
tomar la forma de cierto número de tales unidades colocadas
juntas para hacer una máquina especial.
Las
culatas de motor y los
bloques de cilindros de motor son piezas clásicas que se
mecanizan en este tipo de taladradoras que se conocen con el nombre
de transfer.
Centros de mecanizado CNC

Centro de mecanizado con almacén de herramientas
La instalación masiva
de centros de mecanizado CNC en las industrias metalúrgicas ha
supuesto un gran revulsivo en todos los aspectos del mecanizado
tradicional.
Un centro de
mecanizado ha unido en una sola máquina y en un solo proceso tareas
que antes se hacían en varias máquinas, taladradoras, fresadoras,
mandrinadoras, etc., y además efectúa los diferentes mecanizados en
unos tiempos mínimos antes impensables debido principalmente a la
robustez de estas máquinas a la velocidad de giro tan elevada que
funciona el husillo y a la calidad extraordinaria de las diferentes
herramientas que se utilizan.
Así que un centro de
mecanizado incorpora un almacén de herramientas de diferentes
operaciones que se pueden efectuar en las diferentes caras de las
piezas cúbicas, con lo que con una sola fijación y manipulación de
la pieza se consigue el mecanizado integral de las caras de las
piezas, con lo que el tiempo total de mecanizado y precisión que se
consigue resulta muy valioso desde el punto de vista de los costes
de mecanizado, al conseguir más rapidez y menos piezas defectuosas.
Gestión económica del taladrado
Cuando los
ingenieros diseñan una
máquina, un equipo o un utensilio, lo hacen mediante el
acoplamiento de una serie de componentes de
materiales diferentes y que requieren procesos de mecanizado
para conseguir las
tolerancias de funcionamiento adecuado.

Bloque motor con muchos agujeros taladrados
La suma del coste de
la
materia prima de una pieza, el coste del proceso de mecanizado y
el coste de las piezas fabricadas de forma defectuosa constituyen el
coste total de una pieza. Desde siempre el desarrollo tecnológico ha
tenido como objetivo conseguir la máxima calidad posible de los
componentes así como el precio más bajo posible tanto de la materia
prima como de los costes de mecanizado. Para reducir el coste de
taladrado y del mecanizado en general se ha actuado en los
siguientes frentes:
-
Conseguir materiales cada
vez mejor mecanizables, materiales que una vez mecanizados en
blando son endurecidos mediante tratamientos térmicos que
mejoran de forma muy sensible sus prestaciones mecánicas de
dureza y resistencia principalmente.
-
Conseguir herramientas de
mecanizado de una calidad extraordinaria que permite aumentar de
forma considerable las condiciones tecnológicas del mecanizado,
o sea, más revoluciones del husillo portabrocas , más avance de
trabajo de la broca y más tiempo de duración de su filo de
corte.
-
Conseguir taladradoras , más
robustas, rápidas, precisas y adaptadas a las necesidades de
producción que consiguen reducir sensiblemente el tiempo de
mecanizado así como conseguir piezas de mayor calidad y
tolerancia más estrechas.
Para disminuir el
índice de piezas defectuosas se ha conseguido automatizar al máximo
el trabajo de las taladradoras, disminuyendo drásticamente el
taladrado manual, y construyendo taladradoras automáticas muy
sofisticadas o guiados por control numérico que ejecutan un
mecanizado de acuerdo a un programa establecido previamente.
Accesorios de las taladradoras
Las taladradoras
utilizan como accesorios principales:
-
Portabrocas.
-
Pinzas de fijación de
brocas.
-
Utillajes para posicionar
y sujetar las piezas.
-
Plantilla con casquillos
para la guía de las brocas.
-
Granete
-
Mordazas de sujección de piezas
-
Elementos robotizados
para la alimentación de piezas y transfer de piezas.
-
Afiladora de brocas
Portabrocas

Portabrocas
El
portabrocas es el dispositivo que se utiliza para fijar la broca
en la taladradora cuando las brocas tienen el mango cilíndrico. El
portabrocas va fijado a la máquina con un mango de
cono Morse según sea el tamaño del portabrocas.
Los portabrocas se
abren y cierran de forma manual, aunque hay algunos que llevan un
pequeño dispositivo para poder ser apretados con una llave especial.
Los portabrocas más comunes pueden sujetar brocas de hasta 13 mm de
diámetro. Las brocas de diámetro superior llevan un mango de cono
morse y se sujetan directamente a la taladradora.
Mordaza

Mordaza para sujetar piezas
En las taladradoras es
muy habitual utilizar mordazas u otros sistemas de apriete para
sujetar las piezas mientras se taladran. En la sujección de las
piezas hay que controlar bien la presión y la zona de apriete para
que no se deterioren.
1.- SOPORTE VERTICAL Y
MORDAZA DE SUJECIÓN
El
soporte vertical fija el taladro verticalmente convirtiéndolo en uno
de columna. Esto es muy adecuado para mejorar la precisión del
taladro y para poder ajustar la profundidad cuando se trate de un
orificio ciego. Además este accesorio se hace imprescindible para
taladra determinados materiales frágiles (vidrio, porcelana, etc.) o
para algunos trabajos especiales (agujeros para cazoletas de
bisagra, etc. Aparate de para el taladrado, el soporte vertical
puede valer para más cosas (pulido, lijado, etc.) convirtiendo el
taladro en fijo y teniendo por tanto libertad de movimiento con la
pieza a trabajar. Cuando queramos sujetar firmemente la pieza a
taladrar se hará necesario el uso de un mordaza que lo fije a la
base del soporte vertical.
Pinzas de apriete cónicas
Cuando se utilizan
cabezales multihusillos o brocas de gran producción se utilizan en
vez de portabrocas, cuyo apriete es débil, pinzas cónicas
atornilladas que ocupan menos espacio y dan un apriete más rígido a
la herramienta.

Pinzas cónicas portaherramientas
Taladro sin percusión:
herramienta eléctrica destinada a taladrar diferentes materiales
como metales,
madera, materiales
sintéticos, etc.
Taladro con percusión:
herramienta eléctrica destinada a taladrar especialmente
hormigón,
piedra y otros
materiales duros similares (específicamente sobre piedra,
mampostería, materiales duros y trabajos ocasionales de perforación
en hormigón). Dispone de un mecanismo de carraca o engranajes
dentados de impulsión de efecto axial, que se superpone al rotativo
realizado por el husillo de accionamiento.
Normas de seguridad en el taladrado
Cuando se está
trabajando en una taladradora, hay que observar una serie de
requisitos para asegurarse de no tener ningún
accidente que pudiese ocasionar cualquier pieza que fuese
despedida de la mesa o la viruta si no sale bien cortada. Para ello
es indispensable que las piezas estén bien sujetas. Pero también de
suma importancia es el prevenir ser atrapado (a) por el
movimiento rotacional de la máquina, por ejemplo por la ropa o
por el cabello largo. La precaución es indispensable, puesto que el
ser atrapado accidentalmente puede ser fatal.
|
Normas de
seguridad |
|
1 |
Utilizar equipo de seguridad:
gafas
de seguridad, caretas, etc.. |
|
2 |
No utilizar ropa holgada o
muy suelta. Se recomiendan las mangas cortas. |
|
3 |
Utilizar ropa
de algodón. |
|
4 |
Utilizar
calzado de seguridad. |
|
5 |
Mantener el lugar siempre
limpio. |
|
6 |
Si se mecanizan piezas pesadas utilizar
polipastos
adecuados para cargar y descargar las piezas de la máquina. |
|
7 |
Es preferible llevar el pelo
corto. Si es largo no debe estar suelto sino recogido. |
|
8 |
No vestir joyería, como
collares o anillos. |
|
9 |
Siempre se deben conocer los controles y
funcionamiento de la máquina.
Se debe saber como detener su operación. |
|
10 |
Es muy recomendable trabajar
en un área bien iluminada que ayude al operador, pero la
iluminación no debe ser excesiva para que no cause demasiado
resplandor. |
MEDIDAS DE SEGURIDAD AL
TALADRAR
1.- Protegerse la vista
con gafas adecuadas. Normalmente no pasará nada, pero ante la
posibilidad de que una esquirla o viruta se introduzca en un
ojo, conviene no pasar por alto esta medida de protección.
2.- También es muy
importante utilizar la broca adecuada al material a trabajar,
pues de lo contrario, aparte de que no se realizará bien el
trabajo, podemos tener un accidente.
3.- Nunca forzar en exceso la máquina y mantenerla siempre
perfectamente sujeta durante el taladrado, si es posible
mediante un soporte vertical.
4.- Sujetar firmemente la pieza a trabajar. Sobre todo las
piezas pequeñas, láminas o chapas delgadas conviene que estén
perfectamente sujetas, ya que al ser ligeras, se puede producir
un efecto de tornillo por el cual en el momento que atravesamos
la pieza, ésta sube por la broca pudiendo dañar las manos u otra
parte del cuerpo.
5.- Apagar la máquina (mejor desenchufarla) para un cambio de
broca o limpieza de la misma
6.- Por último, no conviene olvidar las medidas de seguridad
comunes a todos los aparatos eléctricos (no ponerlos cerca de
fuentes de humedad o calor, no tirar del cable, etc.).
Riesgos Asociados
-
Caída de objetos por manipulación.
-
Golpes y contactos por objetos inmóviles, herramientas o
elementos móviles de la máquina.
-
Proyección de fragmentos o partículas.
-
Sobreesfuerzos.
-
Contactos eléctricos.
-
Riesgo de daños a la salud derivados de la exposición a agentes
químicos:
polvo.
-
Riesgo de daños a la salud derivados de la exposición a agentes
físicos:
ruidos y
vibraciones.
-
Recomendaciones
Generales
-
Utilizar taladros con marcado
CE
prioritariamente o adaptadas al
RD 1215/1997.
-
Es
necesario formar al operario para su utilización.
-
Se
deben seguir las instrucciones del fabricante.
-
Mantener las zonas de trabajo limpias y ordenadas.
Recomendaciones
Particulares
-
Limpiar los posibles derrames de aceite o combustible que puedan
existir antes de iniciar los trabajos.
-
Evitar la presencia de cables eléctricos en las zonas de paso.
-
Evitar entrar en contacto con el accesorio de giro en rotación.
-
Debe
disponer de empuñadura auxiliar para una mejor sujeción y de
interruptor con freno de inercia, para que al dejar de apretar
se pare la máquina de manera automática.
-
Las
reparaciones deben ser efectuadas por personal autorizado.
-
La
conexión o suministro eléctrico se tiene que realizar con
manguera antihumedad.
-
Realizar las operaciones de limpieza y mantenimiento con la
máquina desconectada de la red eléctrica o de la batería.
-
Realizar los trabajos con equilibrio estable, colocando de forma
correcta los pies.
-
Escoger la broca adecuada para el material que se tenga que
agujerear.
-
Sustituir inmediatamente las herramientas gastadas o agrietadas.
-
Desconectar este equipo de la red eléctrica o extraer la
batería, cuando no se utilice.
-
Realizar mantenimientos periódicos de estos equipos.
-
Realizar el cambio del accesorio tiene con el equipo parado.
-
Comprobar que los accesorios están en perfecto estado antes de
su colocación.
-
Escoger el accesorio más adecuado para cada aplicación.
La Seguridad en el Manejo de los Taladros Eléctricos Portátiles
Los taladros eléctricos
portátiles son unas de nuestras herramientas más útiles y, con
cuidado, pueden ser de las más seguras. Sin embargo, los taladros
eléctricos pueden ser peligrosos si no se presta atención a su
manejo. Pueden causar lesiones de muchas maneras: golpes causados
por material taladrado que salta, trozos de material taladrado que
salen despedidos y van a dar en los ojos del usuario, una broca que
penetra o perfora la carne (habitualmente la pierna) del usuario y
las descargas eléctricas que recibe el usuario.
Cuando los taladros son
tratados con dureza, se dejan caer o se golpean contra algo, o
cuando se mojan, su material aislante se debilita. Sin el
aislamiento apropiado, el taladro que sujeta en la mano puede tener
corriente y, si usted se para en un lugar húmedo, se sienta en una
viga de acero o en una chapa de piso, o si está muy sudado, puede
recibir una descarga eléctrica que podría resultar mortal.
Antes de empezar a
taladrar, observe el taladro con detenimiento. Localice los posibles
riesgos y decídase por un plan de acción seguro. Éstos son algunos
puntos que debe revisar:
·
El taladro – ¿Está
limpio? Si está sucio u oxidado, márquelo con una etiqueta y
devuélvalo al departamento de suministros para que lo limpien.
Compruebe que la velocidad de taladrado sea la correcta para el
trabajo en cuestión. Apriete el interruptor para asegurarse de que
no esté demasiado flojo ni demasiado duro y de que la electricidad
deje de circular al soltarlo.
·
La broca del taladro
– Compruebe que haya entrado recta en la mordaza. Sujete el taladro
y póngalo en marcha durante un momento. La broca debe girar
perfectamente y sin bambolear. De no ser así, la broca no está recta
o ha entrado torcida en la mordaza. Si la broca está afilada se
sujetará sin mucha presión.
·
El cable – Revíselo
por si tuviera cortes, alambres sin cubrir y por si las conexiones
al enchufe o al alojamiento estuvieran flojas. A menos que el
taladro posea aislamiento doble, asegúrese de que esté puesto a
tierra y de que no se haya cortado la tercera patilla del enchufe.
Use solamente cables de extensión puestos a tierra y que estén
colocados de manera que no ocasionen tropiezos. Por motivos obvios,
no es deseable que le arranquen de golpe el taladro eléctrico de las
manos; además, si otra persona se tropieza con el cable, los dos
podrían resultar lesionados.
·
Tropiezos – Revise
el piso por si hubiera objetos sueltos o fijos. Cuando está
concentrado en taladrar, es fácil tropezar con algo inesperado.
·
El taladrado –
Iniciar la perforación al ángulo correcto y mantenerlo recto
requiere mano firme y cuidado. Si no se sujeta el taladro en la
posición correcta, la broca podría curvarse o romperse, haciendo que
el metal salga despedido. Utilice un punzón puntiagudo para empezar
a taladrar correctamente.
·
El material – Al
taladrar metal hay que tener en cuenta la dureza del material. Los
metales muy blandos, como el cobre o el aluminio, se cortan con poca
presión. El acero duro necesita una broca distinta. Se deberá
ejercer mayor presión, aunque debe actuarse con precaución, ya que
la presión excesiva podría recalentar el taladro y hacer que éste se
trabe.
Una vez que termine de
taladrar, halle un lugar seguro donde dejar el taladro. Instale un
gancho para poder colgarlo y que no estorbe, a la vez que se tiene a
la mano. Nunca deje el taladro enchufado cuando no lo esté usando.
Cuando vaya a guardar el taladro o lo transporte a un lugar de
trabajo, extraiga la broca. Esto elimina la posibilidad de que se lo
hinque usted mismo o a un compañero; incluso las brocas no afiladas
pueden penetrar fácilmente en la carne.
El del
área de trabajo deberá responsabilizarse de que se cumplen las
siguientes normas generales en aquellas operaciones que requieran el
uso de taladros portátiles:
·
En el caso de
trabajos sobre pequeñas piezas que puedan efectuarse
convenientemente en bancos, el equipo eléctrico portátil para
taladrar deberá sujetarse en soportes de banco.
·
El taladro de mano
exige el máximo cuidado en cuanto a al selección de las brocas que
han de usarse, ya que si la broca es excesivamente débil puede
partirse antes de comenzar el trabajo que se pretende realizar. Es
preciso el emboquillado previo e el punto donde se ha de taladrar.
·
La posición del
taladro con respecto a la superficie donde se ha de taladrar es
fundamental, teniendo en cuenta que la broca es sumamente frágil y
cualquier desviación de su eje con respecto al del taladro produce
rotura.
·
No se debe poner en
marcha el taladro sin haber comprobado previamente el adecuado y
equilibrado apriete de la broca, así como que la máquina dispone del
asidero lateral o mango de sujeción.
·
La pieza a taladrar
debe estar adecuadamente apoyada y sujeta. La presión del taladro
sobre la pieza a perforar será uniforme pero sin exceso para evitar
que se trabe la broca y produzca un giro brusco de conjunto de la
máquina herramienta.
·
Durante la
realización de los trabajos se procurará que el cable eléctrico esté
alejado de los elementos estructurales metálicos y fuera de las
zonas de paso de personas.
·
Es preceptivo el
empleo de gafas de protección o pantalla facial transparente en
previsión de molestias en los ojos motivadas por el material
desprendido a baja velocidad, así como guantes de trabajo.
·
Cuando se termine de
ejecutar un trabajo con un taladro de mano, se debe desconectar de
la corriente, retirar la broca y colocarla en la caja
correspondiente, guardando además la herramienta.
TALADRO
PERCUSOR PORTÁTIL ELÉCTRICO
El del
área de trabajo deberá responsabilizarse de que se cumplen las
siguientes normas generales en aquellas operaciones que requieran el
uso de taladros portátiles eléctricos:
·
Se seleccionará
adecuadamente el tipo de broca antes de su inserción en la máquina.
·
Se debe llevar la
pantalla facial transparente, los guantes de trabajo y la preceptiva
protección auditiva.
·
Durante la
realización de los trabajos se procurará que el cable eléctrico
descanse alejado de elementos estructurales metálicos y fuera de las
zonas de paso del personal.
·
El punto a horadar
deberá previamente prepararse con un emboquillado para iniciar la
penetración que deberá realizarse perpendicularmente al paramento.
·
Cuando se termine de
ejecutar el trabajo, se retirará el puntero y se colocará en la caja
correspondiente.
Para
cualquier duda o aclaración, ponerse en contacto con el Servicio de
Prevención de la Universidad Politécnica de Valencia.
NORMAS GENERALES PARA MÁQUINAS- HERRAMIENTA ELÉCTRICAS PORTÁTILES
El área
de trabajo deberá responsabilizarse de que se cumplen las siguientes
normas generales en aquellas operaciones que requieran el uso de
máquinas- herramienta eléctrica portátil:
·
Antes de su puesta
en marcha, se comprobará el buen estado de las conexiones
eléctricas, la eficacia del doble aislamiento de la carcasa y el
disyuntor diferencial para evitar riesgos de electrocución.
·
Se comprobará
periódicamente el estado de las protecciones: hilo de tierra no
interrumpido, fusibles, disyuntor, transformadores de seguridad,
interruptor magnetotérmico de alta sensibilidad, etc.
·
No se utilizará
nunca herramienta portátil desprovista de enchufe y se revisará
periódicamente este extremo.
·
Los cables
eléctricos de las herramientas portátiles se llevan a menudo de un
lugar u otro, se arrastran, y se dejan tirados, lo que contribuye a
que se deterioren con facilidad; se deberán revisar y rechazar los
que tengan su aislamiento deteriorado.
·
La desconexión nunca
se hará mediante un tirón brusco.
·
Cualquier persona
que maneje estas herramientas debe estar adiestrada en su uso.
·
Para cambiar de útil
se deberá desconectar la herramienta y comprobar que está parada.
·
La broca, sierra,
disco, etc., serán los adecuados y estarán en condiciones de
utilización, estarán bien apretados y se utilizará una llave para el
apriete, cuidar de retirarla antes de empezar a trabajar.
·
Se recomienda no
utilizar prendas holgadas que puedan favorecer los atrapamientos.
·
No se debe inclinar
las herramientas para ensanchar el agujero, o abrir la luz de corte.
·
Los resguardos de la
sierra portátil deberán estar siempre colocados.
·
Si se trabaja en
locales húmedos, se adoptarán las medidas necesarias en previsión de
riesgos eléctricos: guantes aislantes, taburetes de madera,
transformador de seguridad, etc.
·
Se deben usar gafas
panorámicas de seguridad en las tareas de corte, taladro, desbaste o
percusión electroneumática, con herramientas eléctricas portátiles.
·
En todos los
trabajos en alturas es necesario el cinturón de seguridad.
·
Las personas
expuestas al polvo utilizarán mascarillas equipadas con filtro
mecánico homologado y gafas de protección anti- impactos.
·
Si el nivel sonoro
producido por la herramienta eléctrica supera los 80 dB, se
recomienda el uso de protectores auditivos.
·
No se debe utilizar
este tipo de herramientas en atmósferas explosivas, amenos que estén
preparadas para ello.
|

{kind=link}
{kind=link}